The Application
An offshore gas production platform in Trinidad & Tobago had an application using multiport ball valves for well injection of corrosion inhibitor. The application called for ten (10) class 2500 trunnion mounted 3-way ball valves in super duplex body and Inconel trim materials. The valves required fire testing to API 607 as well as fugitive emissions testing to ISO 15848. A T-Port ball is required for two position operation.
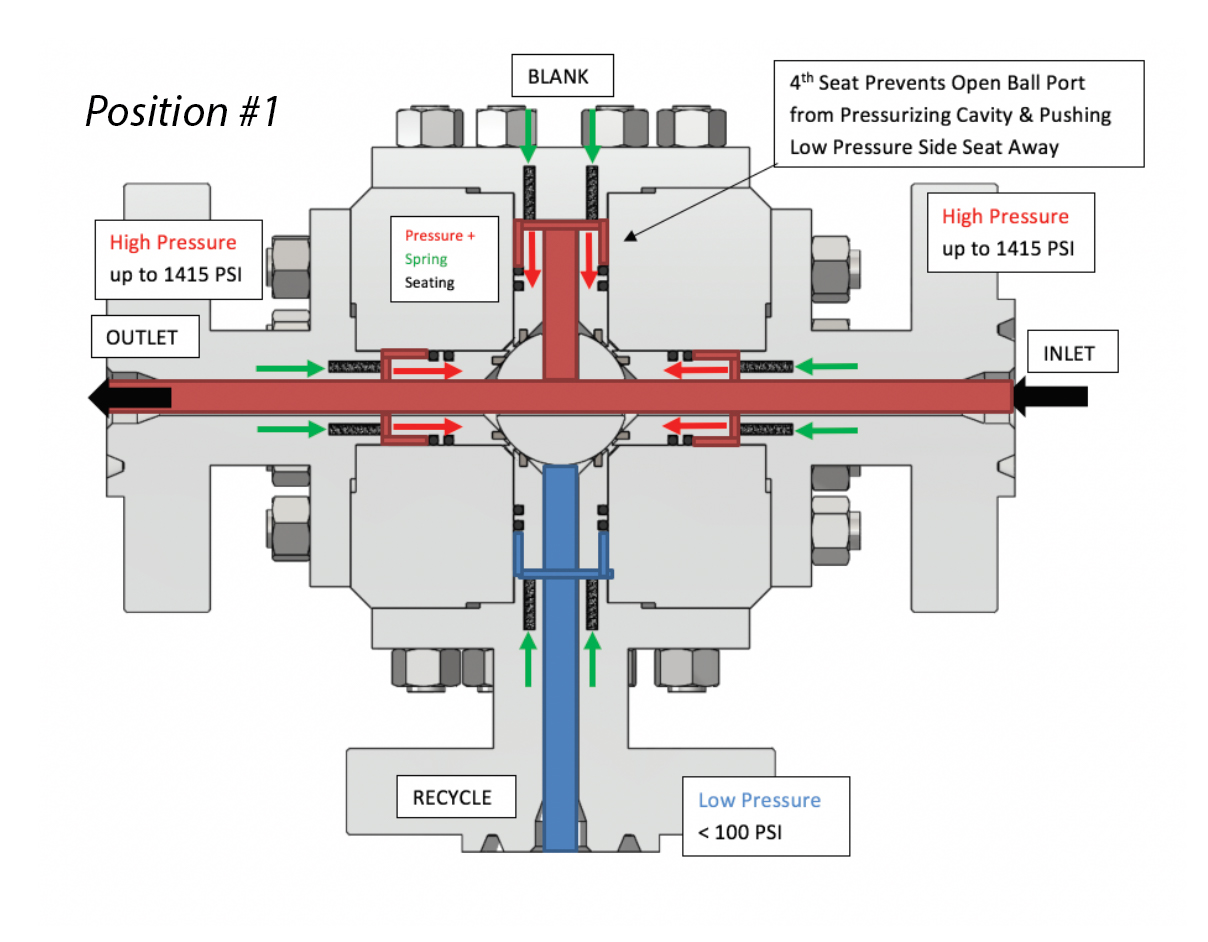
In Position #1 the corrosion inhibitor is pressurized up to 1500 psi and goes straight through from the inlet to the outlet with the ball also open to the blank port and the recycle port holding back a residual pressure of < 100 psi.
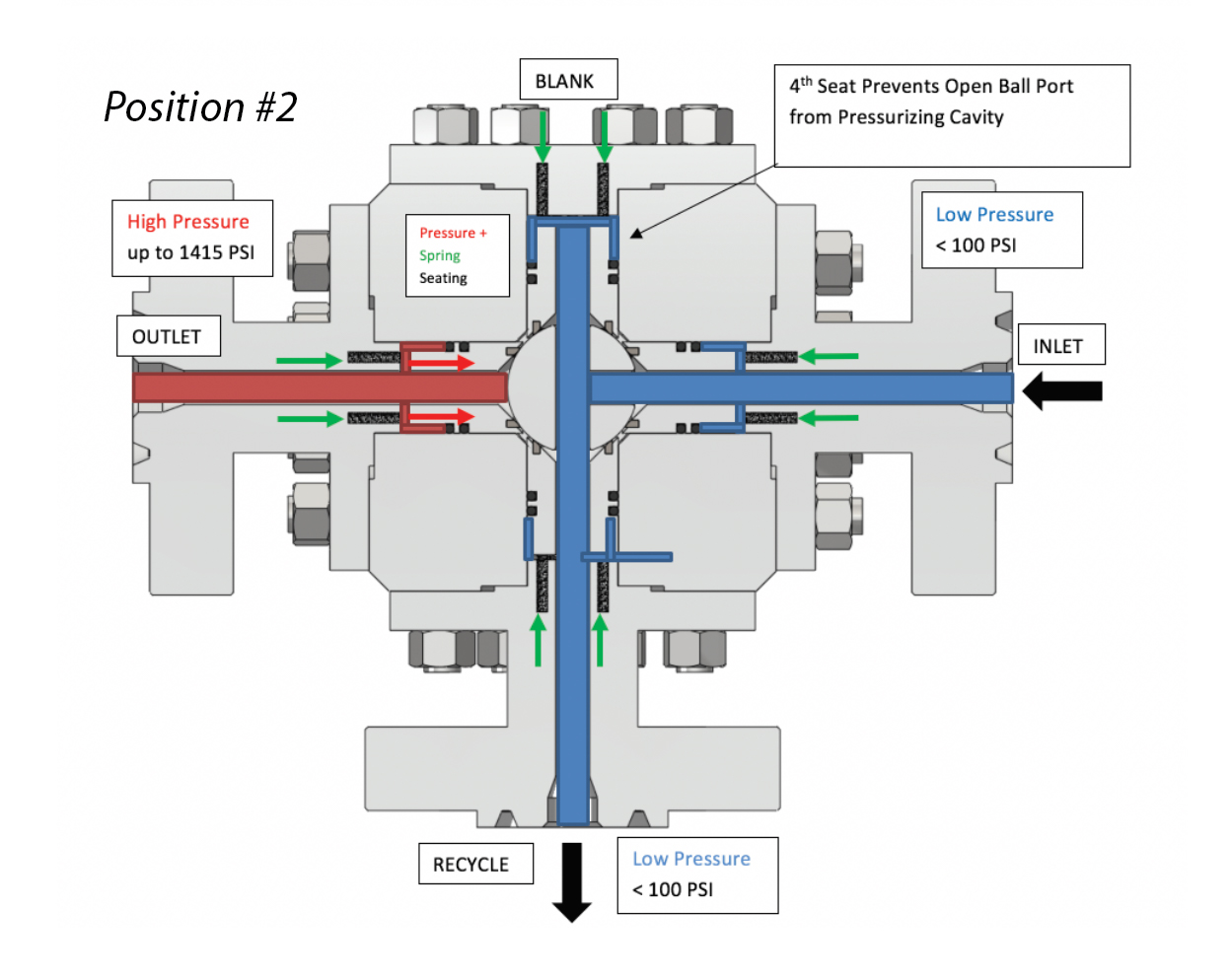
In Position #2 a 90-degree clockwise turn keeps the ball open to the inlet, blank, and recycle ports at a pressure less than 100 psi while the outlet port holds back a pressure around 1500 psi. This pressure must not leak by or be allowed to communicate to the inlet and recycle ports.
The Problem
During testing on site in Trinidad, the previous valves in Position #1 configuration were leaking to the recycle port once the inlet port was pressurized to around 200-250 psi which did not allow them to reach the needed 1500 psi to properly inject the wells. With first gas production approaching within weeks they needed an urgent solution.
Issues like this are common among multiport ball valves since currently there are no international or industry design standards. There exists no widely accepted testing protocols, procedures, or recommended practices either.
The Solution
Sesto Valves was invited to review the design and application and realized that the valves installed only had three seats in their design. A T-Port ball in this application type required a fourth seat at the blank port in order to seal properly in all positions. In order to prove our hypothesis, Sesto was required to perform a witnessed proof of design test for the end user.
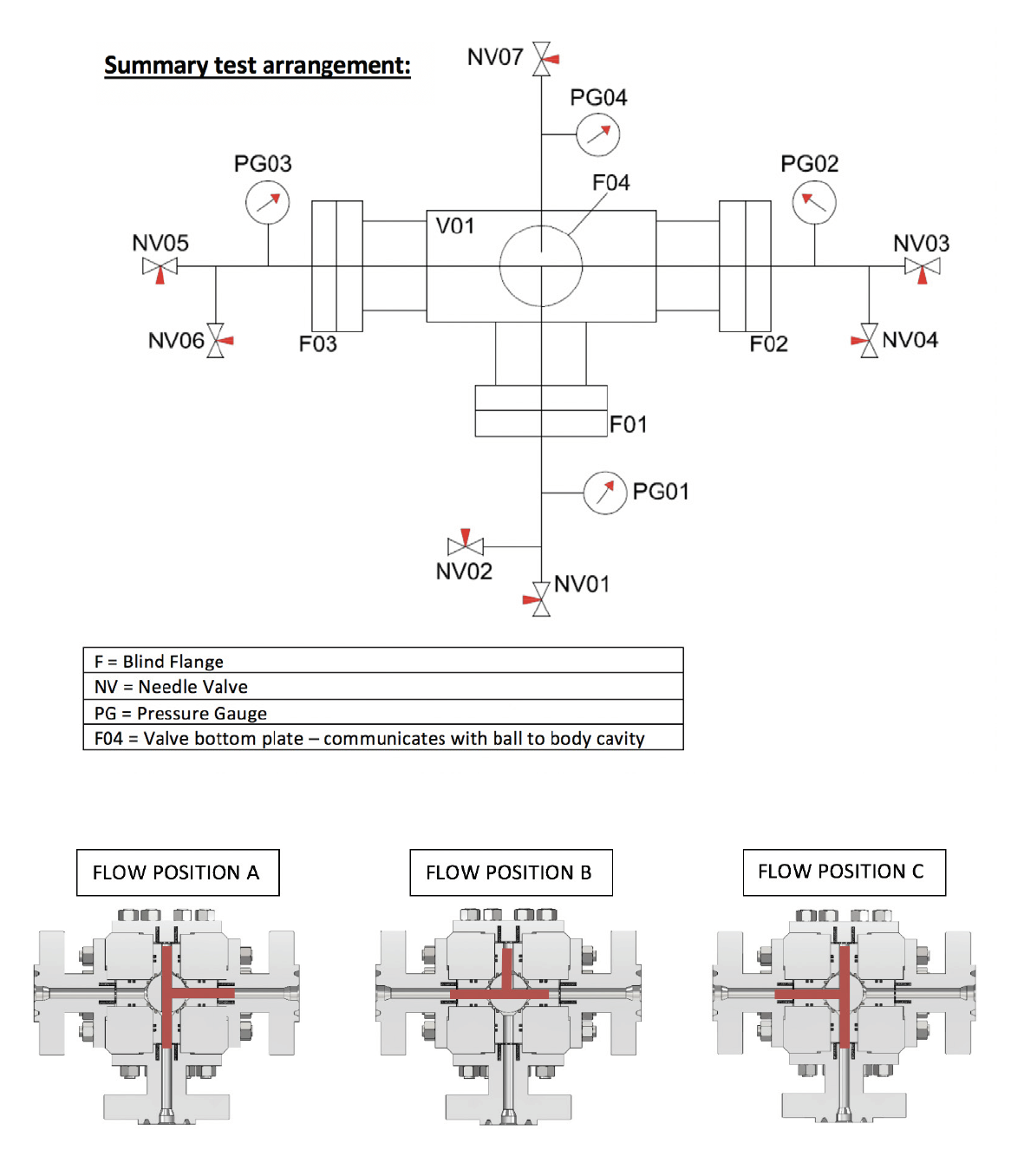
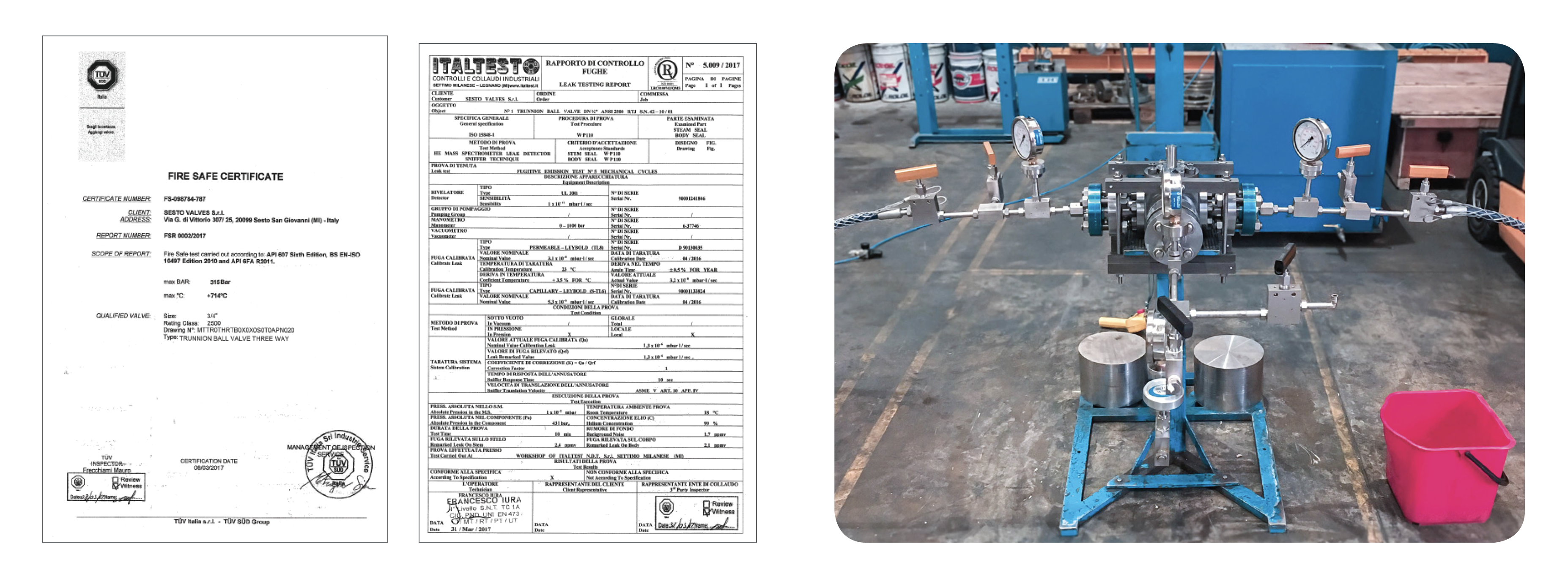
Proof of Design Testing
An elaborate test arrangement was devised to test the three ported seats in three flow positions in both low and high pressures. Flow Position A was the recycle position, with the outlet port pressurized to ensure that the flow did not leak back to the inlet or recycle ports. Flow Position B was tested by pressurizing the inlet to prove that no flow would leak to the recycle port as did the valves currently installed. This was the most important test and the differentiator in proving our design. Flow Position C was the recycle position the inlet port pressurized to ensure there was no leakage to either the outlet or recycle ports. There were six seat leakage tests in total for a 5-minute duration each. We also performed a shell test at 1.5 times max pressure for an unprecedented duration of 30 minutes. The test valve and all of the subsequent production valves were each witness tested with hydro in our manufacturing facility in Italy and later re-tested with gas on site in Trinidad. Our valves passed all of the testing and were delivered and installed to the project on time for first gas, only 6 weeks after first contact.
The Sesto Valves Value Proposition
Sesto Valves is the only manufacturer with a certified universal flow multiport design, which is also fire and fugitive emissions tested. This design ensures zero leakage and functionality in a number of flow scenarios, and it allows end users to save space and costs by eliminating redundant piping and valves.